buy bleached cotton nonwoven material
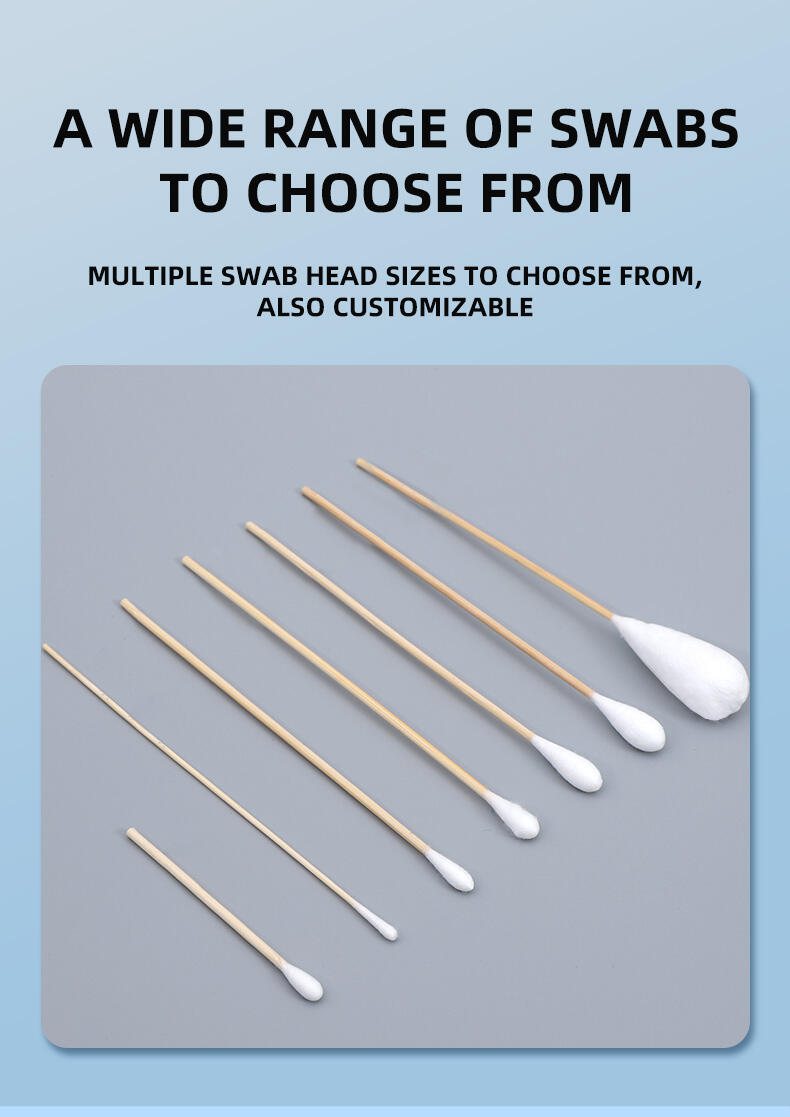
When businesses and manufacturers seek high-quality textile solutions, they often buy bleached cotton nonwoven material for its exceptional versatility and superior performance characteristics. This innovative fabric combines the natural comfort of cotton fibers with advanced nonwoven manufacturing technology, creating a product that serves diverse industrial and consumer applications. The bleaching process enhances the material's aesthetic appeal while maintaining its structural integrity and functional properties. Buy bleached cotton nonwoven material represents a significant advancement in textile engineering, offering consistent quality and reliable performance across various demanding environments. The manufacturing process involves carefully controlled bleaching techniques that remove natural impurities while preserving the cotton's inherent strength and absorbency. This specialized treatment ensures the final product meets stringent quality standards required by medical, hygiene, and industrial sectors. The technological features of buy bleached cotton nonwoven material include excellent liquid absorption capacity, superior breathability, and enhanced softness that makes it suitable for direct skin contact applications. Its unique fiber structure provides optimal balance between durability and comfort, making it an ideal choice for manufacturers requiring consistent performance. The material exhibits remarkable tear resistance and dimensional stability, ensuring long-lasting performance in various applications. Key applications include medical disposables, personal hygiene products, filtration systems, and industrial cleaning materials. Healthcare facilities frequently buy bleached cotton nonwoven material for surgical drapes, wound care products, and patient care items due to its biocompatibility and sterile properties. The automotive industry utilizes this material for interior components and filtration applications, while the construction sector employs it for insulation and protective barriers.