sterile medical cotton balls factory
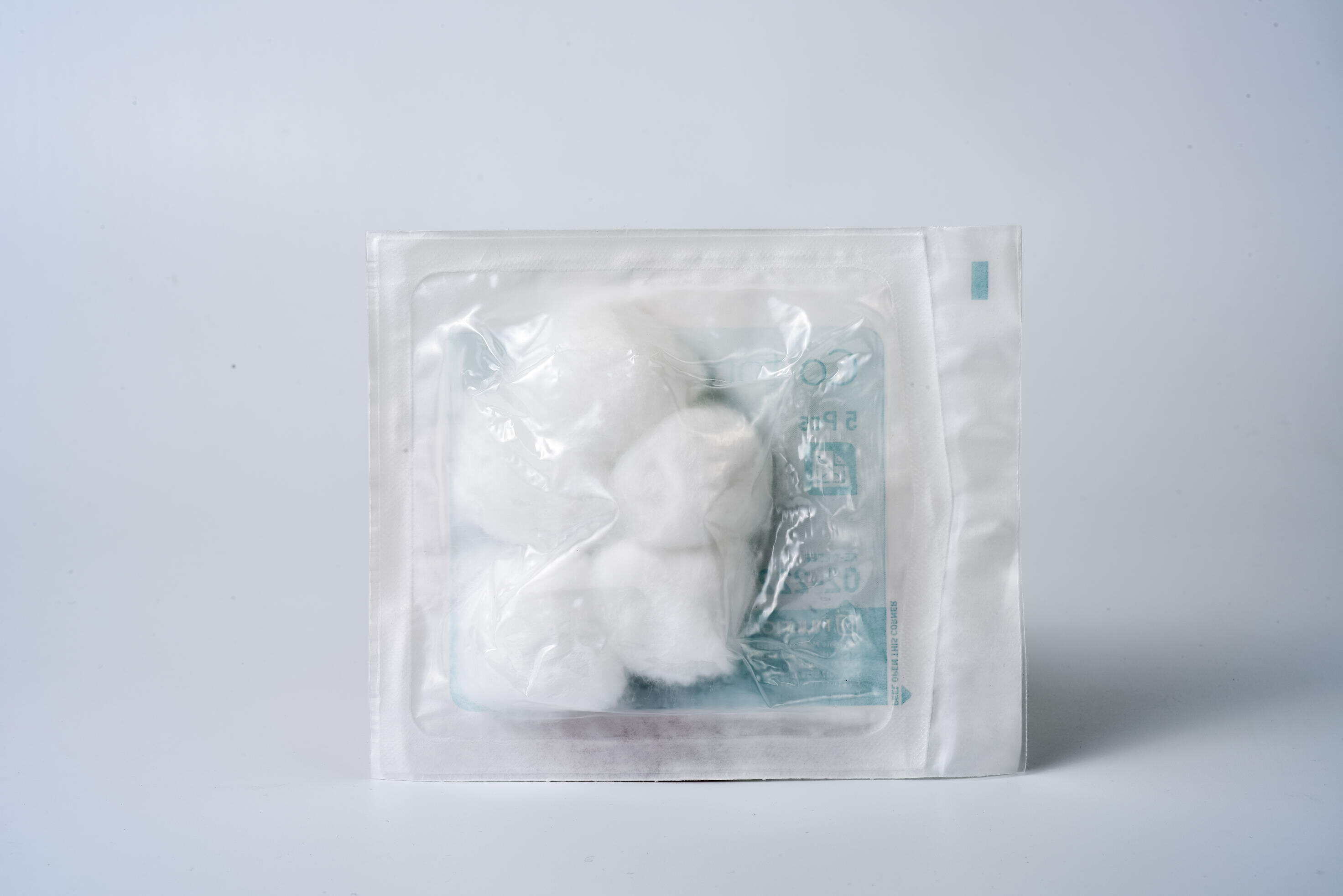
A sterile medical cotton balls factory represents a sophisticated manufacturing facility dedicated to producing high-quality, contamination-free cotton balls specifically designed for medical and healthcare applications. These specialized facilities operate under stringent regulatory standards to ensure the production of medical-grade cotton products that meet international healthcare safety requirements. The sterile medical cotton balls factory incorporates advanced sterilization technologies, quality control systems, and cleanroom environments to manufacture products that are essential for wound care, patient hygiene, and various medical procedures. The primary function of a sterile medical cotton balls factory involves the transformation of raw cotton materials into sterile, absorbent medical products through a comprehensive manufacturing process. This process begins with the careful selection of premium cotton fibers, followed by mechanical processing to create uniform cotton balls with optimal absorbency and texture. The factory employs multiple sterilization methods, including gamma radiation, ethylene oxide treatment, and steam sterilization, to eliminate all microorganisms and ensure complete sterility. Technological features within the sterile medical cotton balls factory include automated production lines equipped with precision machinery for consistent product quality, environmental monitoring systems that maintain controlled temperature and humidity levels, and advanced packaging equipment that preserves sterility throughout the distribution chain. The facility also incorporates sophisticated quality assurance laboratories where products undergo rigorous testing for sterility, absorbency, and physical properties before release. Applications of products manufactured in a sterile medical cotton balls factory extend across numerous healthcare settings, including hospitals, clinics, surgical centers, and home healthcare environments. These sterile cotton balls serve crucial roles in wound cleaning, medication application, specimen collection, and general patient care procedures where sterility and reliability are paramount for patient safety and treatment effectiveness.